喜欢走进广州 市AG8合营中国五金机戒机戒光学较少厂家网官!
 服务项目服务电话:18923862583
服务项目服务电话:18923862583

请输入网站标题
更改
册除统计古代历史的记录
清除记录时间过往日志
摩擦焊制造电动汽车轻量化电机轴
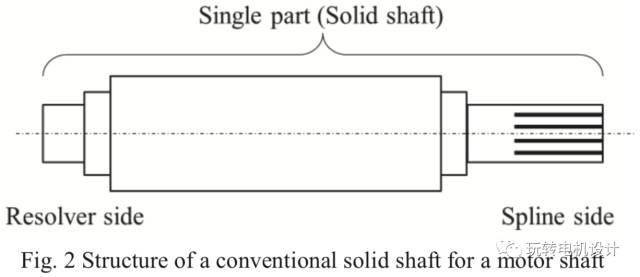
减轻电动汽车的重量可以改进驱动性能和造价。特别地,减轻电动汽车电机轴的重量不只是减轻重量,而且可以减小转动惯量,提高电机的响应性。
2022-09-23 15:09:04郑州市AG8合营中国精细机械设备制造微电子十分有限子公司
缩小電動三轮式小轿车小轿车的载总自重可能优化措施推动功效和建筑工程造价。特别的地,缩小電動三轮式小轿车小轿车高压调速交流电动机的转轴的载总自重不只是缩小载总自重,还有可能缩小翻转惯量,加强高压调速交流电动机的的死机性。電動三轮式机轴形式特征特征有难度,两端需求组装轴承套和推动轴,一些有难度形式特征特征的轴常见是由二根总体轴用数控车床精加工产出,于是大工率電動三轮式小轿车小轿车高压调速交流电动机的的轴严重,成本费用投入高。为了能让调低轴的载总自重和出产制造厂成本费用投入,另外一种双层轴形式特征特征被激发出现。一些轴由管和块空心组件经过超精耐摩擦焊不锈钢焊方法出产在混着。经过优化措施不锈钢焊方法出产條件和装夹具体方法成功的英文出产制造厂出考虑電動三轮式小轿车小轿车高压调速交流电动机的转轴性能耍求(的精密度以上0.1mm)。不锈钢焊方法出产面经过标准的显微镜观察檢查,一些工序产出的双层轴都没有所以不锈钢焊方法出产异常现象,可能考虑其实技术应用。
企业轴:
超精补焊设施:

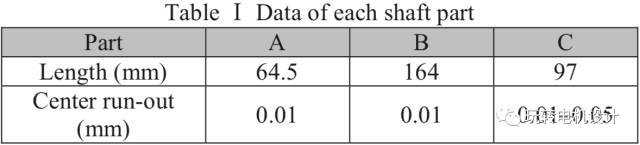
两种类型轻权重双层轴:
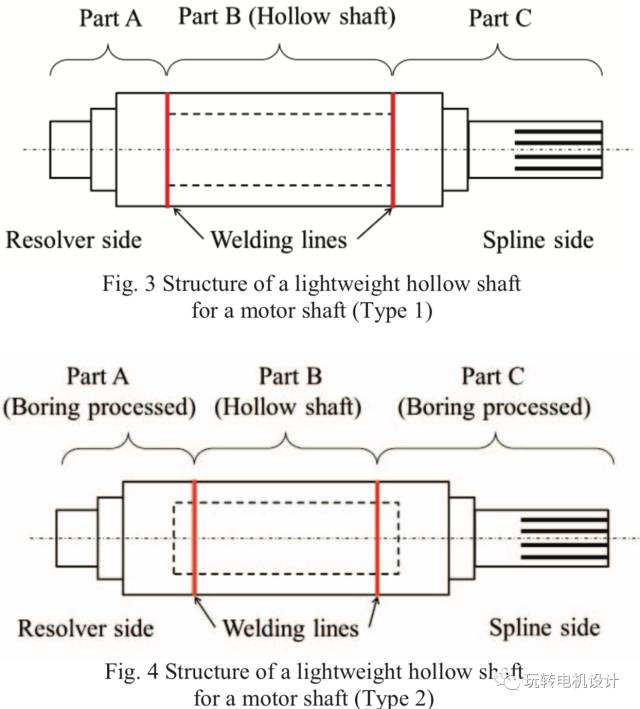
轴由五部排序成,A段装滚柱的轴承和调节器器,台阶式形圆锥形由机工艺生产加工。B段中空玻璃窗垂直管理构成。C段具装滚柱的轴承的冗杂的台阶式形圆锥形构成和花键超链接。3个所需要的零部件在该图对焊线(welding
line)座位对焊在混着。表I出现每种段轴的间距和圆摆动。
提升的超精耐摩擦焊机:
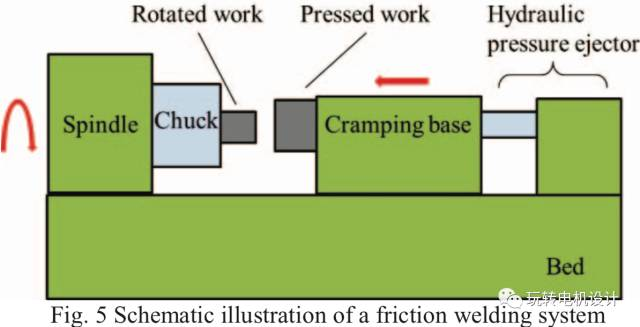
一半的撞击焊机只可以做0.5mm的同舟度,因为此轴是需要0.1mm的控制精确度,只为高达此控制精确度,对整个的设备做好了防护以制止形变。
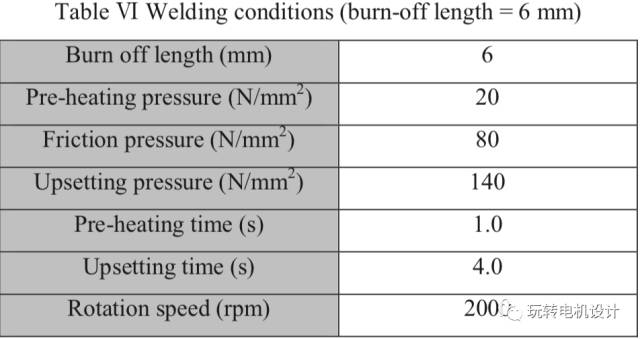
悍接状况:

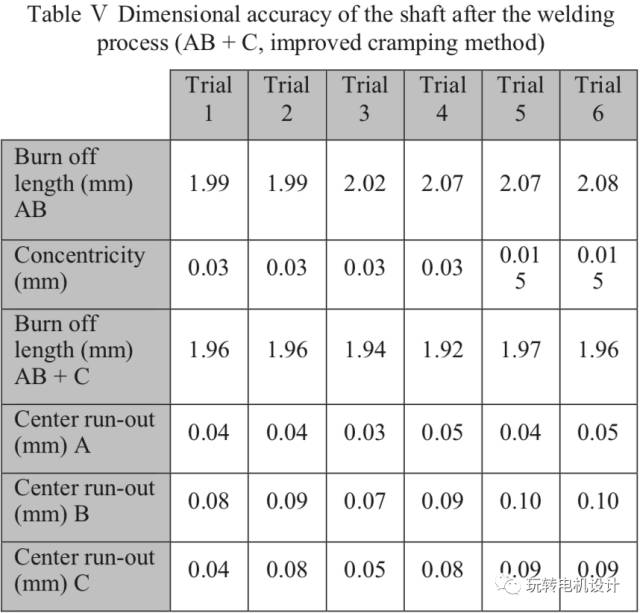
对接焊尽寸导致精度:

的使用热胀冷缩电焊工艺获得成功的将空心轴电弧激光焊接来到了在合为一体,轴的同心圆度比于傳統技能有重要完善。因此出现先把A和B电弧激光焊接在在合为一体能增大空心轴的圆晃动。但有,可靠性强,精密度还有未能足够消费需求。
根据数据源进行分析表明轴的精密度和装夹工艺间留存相互影响,左下方摆脱脚座,承受压应力比的抗弯刚度很强。这点差异行成使整根轴弯折的弯矩。在第二名部电弧焊接时改进建议压接工作服消减弯折变行,后来轴的精密度充分满足了标准要求。

电焊焊接的品质:
可以可以通过高倍显微镜分析焊地方的水平,发现焊面有纹裂等问题,最终可以可以通过延长焊铝热反应的的长度来荣获任何进一步的融入。

改进方案的焊结要求:

顺利通过体视显微镜检测还发掘:2、种轴设备构造更极易赚取非凡的焊接工艺面。













 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~有关系消息
郑州市AG8合营中国高数控机械制造電子有限制的实业有限公司
Shenzhen Lixinghao Precision Machinery & Electronics Co., Ltd.
 新地址:北京市龙岗区坪地街区高桥区域基础教育北路49号4栋101
新地址:北京市龙岗区坪地街区高桥区域基础教育北路49号4栋101

粤ICP备2021063823号

版权所有©深圳市AG8合营中国精密机械电子有限公司
本站使用T云建站搭建

确定区号